



Ch.3
COLOR ACCURACY IN BIODEGRADABLE PAPERBOARD PACKAGING WITH ECO-FRIENDLY INKS
Anissa Mollett
Introduction
With growing concern for the environment and the emergence of eco-friendly alternatives across all industries, there is a need to perform research on more sustainable solutions within the packaging industry. The use of more environmentally friendly substrates and inks should be explored as an alternative to petrochemical-based inks that have detrimental effects on the environment. The definition of a sustainable or environmentally friendly ink may differ between print companies and ink manufacturers. For the purposes of this study, bio-renewable inks are used as the eco-friendly ink set. The USA National Association of Printing Ink Manufacturers (NAPIM) defines a bio-renewable ink as being derived from tree, plant, insect and/or animal materials (Sun Chemical, 2018). Along with being derived from natural materials, bio-renewable inks should not have more than trace levels of heavy metals and reduce volatile organic compounds that are released into the atmosphere (Sun Chemical, 2018). These inks do not have the same negative impacts on the environment as petrochemical-based inks.
In addition to their environmental impact, it is important to consider the impact eco-friendly inks have on color reproduction. Consumer brands place importance on color as a way to build brand awareness and help shoppers recognize their products against competitors. The ability to produce packaging that retains brand color accuracy and desired aesthetic properties, while providing benefits to the environment opens new opportunities for the future of the packaging industry. This study analyzes color accuracy and durability properties of eco-friendly inks compared to petrochemical-based inks printed on biodegradable paperboard.
Two Clemson brand colors were referenced as color standards for the experiment, Clemson Orange, Pantone 1595 C and Calhoun Fields, Pantone 583 C. The eco-friendly ink is hypothesized to be able to obtain a ∆E00 (Delta E 2000) color difference of 2.0 or below as this is commonly accepted as the threshold for the human eye’s ability to perceive color difference.
On press, adjustments were made to impression, press speed, and anilox roll configurations to achieve the printed color target. A test target and package design press run were completed. Samples were collected from each test run to analyze solid ink density and ∆E00 values. Averages were calculated of the measured samples to confirm consistent ink density on the operator and gear sides of the press as well as the average ∆E00 values achieved on press.
Objective
The purpose of this study is to answer the following questions: 1) Can brand color accuracy be achieved by obtaining a ΔE00 color difference of 2.0 or below using currently available eco-friendly inks and biodegradable substrates? 2) If the eco-friendly inks fail to match, what drawbacks could keep these materials from being widely accepted?
Materials
Inks
Flexographic water-based inks were used to conduct this experiment. Sun Chemical provided two ink formulations, CHROMAFINE™ that served as the petrochemical-based ink and AquaGreen™ that served as the eco-friendly ink. The Pantone colors along with the L*a*b* values were provided for color matching with a tolerance of ∆E00 difference of 2.0 or below. Each of the inks were color matched within tolerance by Sun Chemical prior to the press trials.
The pigments used for both formulations remained constant and the essential difference between the petrochemical-based inks and eco-friendly inks was the ink vehicle. The ink vehicle is an essential component of the ink as it holds the pigment and binds it to the surface of the substrate. The type of vehicle used in an ink affects how the it dries and the overall quality of the ink on the printed surface. Within this report, the CHROMAFINE™ (PMA) formulation contains a petrochemical based ink vehicle and the AquaGreen™ (DPA) formulation contains a bio-based ink vehicle in which the contents are bio-renewable.
Table 1 displays the target L*a*b* values for the two Clemson Brand colors and the anilox roll specifications used for each print trial. The values in parentheses represent the number of anilox rolls with this configuration that were used during the press run.
|
|
L* |
a* |
b* |
Clemson Orange Pantone 1995 C |
56 |
47 |
59 |
Calhoun Fields Pantone 583 C |
76 |
-16 |
71 |
Anilox Roll Specs Press Run #1 |
800 cpi, 2.0 BCM, 60°(4) |
|
Anilox Roll Specs Press Run #2 |
800 cpi, 2.0 BCM, 60°(3) |
550 cpi, 3.0 BCM, 60°(1) |
Substrate
WestRock 14 pt. PrintKote coated paperboard was used for both press runs. Paperboard is often manufactured using recycled materials, but certain substrate additives may cause the product to no longer be considered biodegradable or compostable after its initial use. The PrintKote substrate is recyclable and does not contain optical brightening agents (OBAs). A fluorescence test using a Judge QC X-rite Light Booth confirmed there were no OBAs present in the substrate. Optical brighteners contain harmful organic chemicals that have been found to contaminate aquatic bodies as they are not easily degradable by wastewater treatment (Ginebreda et al., 2011). The paperboard also contains elemental chlorine free (ECF) bleached fibers. The ECF bleaching process serves as an environmentally friendly alternative to traditional fiber bleaching. This process substitutes the use of molecular chlorine for chlorine dioxide, reducing water usage and toxic waste (Bajpai, 2018).
Methodology
Dupont DFR 0.067in. photo-polymer plates were exposed on a Dupont Cyrel® Fast exposure unit and imaged using an Esko CDI Spark 2530. The plates were thermally processed on a Cyrel® Fast thermal processor. All plates had a 0.020in. plate relief within the Flexographic Image Reproduction Specifications & Tolerances (FIRST) guidelines accepted by many printers in the industry for flexographic platemaking. The plates were then mounted on plate cylinders with a 15in. repeat using 3M E1315 mounting tape. Two press runs were completed for each type of ink, the first being a test target run and the second being a graphics press run for a paperboard package.
Prior to each press run, the viscosity and pH of the inks was recorded using a #3 Zahn cup and a pH meter. Flexographic inks typically have between an 8.5 and 9.5 pH range. The viscosity and pH measurements are shown in Table 2.
|
|
Test Target Run (Press Run #1) |
Graphics Run (Press Run #2) |
||
|
Viscosity |
pH |
Viscosity |
pH |
|
|
CHROMAFINE (PMA) 1595 C |
57 s |
9.68 |
52 s |
9.93 |
|
AquaGreen
|
60 s |
9.44 |
65 s |
9.33 |
|
CHROMAFINE (PMA) 583 C |
28 s |
9.36 |
22 s |
9.28 |
|
AquaGreen
|
26 s |
9.74 |
25 s |
9.61 |
This study was conducted on a Comco Captain Series 10in. narrow-web inline flexographic press with six print stations. Four stations were used for both the test target and graphics run. The graphics run consisted of a design that was converted into a paperboard package. On press, adjustments were made to press speed, impression settings, and anilox roll configurations.
|
|
583 C Operator |
583 C Gear |
|
PMA |
1.29 |
1.29 |
|
DPA |
1.25 |
1.25 |
|
|
1595 C Operator |
1595 C Gear |
|
PMA |
1.39 |
1.39 |
|
DPA |
1.29 |
1.29 |
|
|
L* |
a* |
b* |
|
Clemson Orange Pantone 1595 C |
56 |
47 |
59 |
|
Calhoun Fields Pantone 583 C |
76 |
-16 |
71 |
|
|
∆E00 |
∆ L* |
∆ a* |
∆ b* |
|
PMA Orange 1595 C |
4.03 |
4.21 |
-1.27 |
2.33 |
|
PMA Green 583 C |
1.14 |
0.58 |
-0.98 |
-2.76 |
|
DPA Orange 1595 C |
6.25 |
6.37 |
-2.52 |
4.36 |
|
DPA Green 583 C |
1.54 |
1.08 |
-1.40 |
-3.18 |
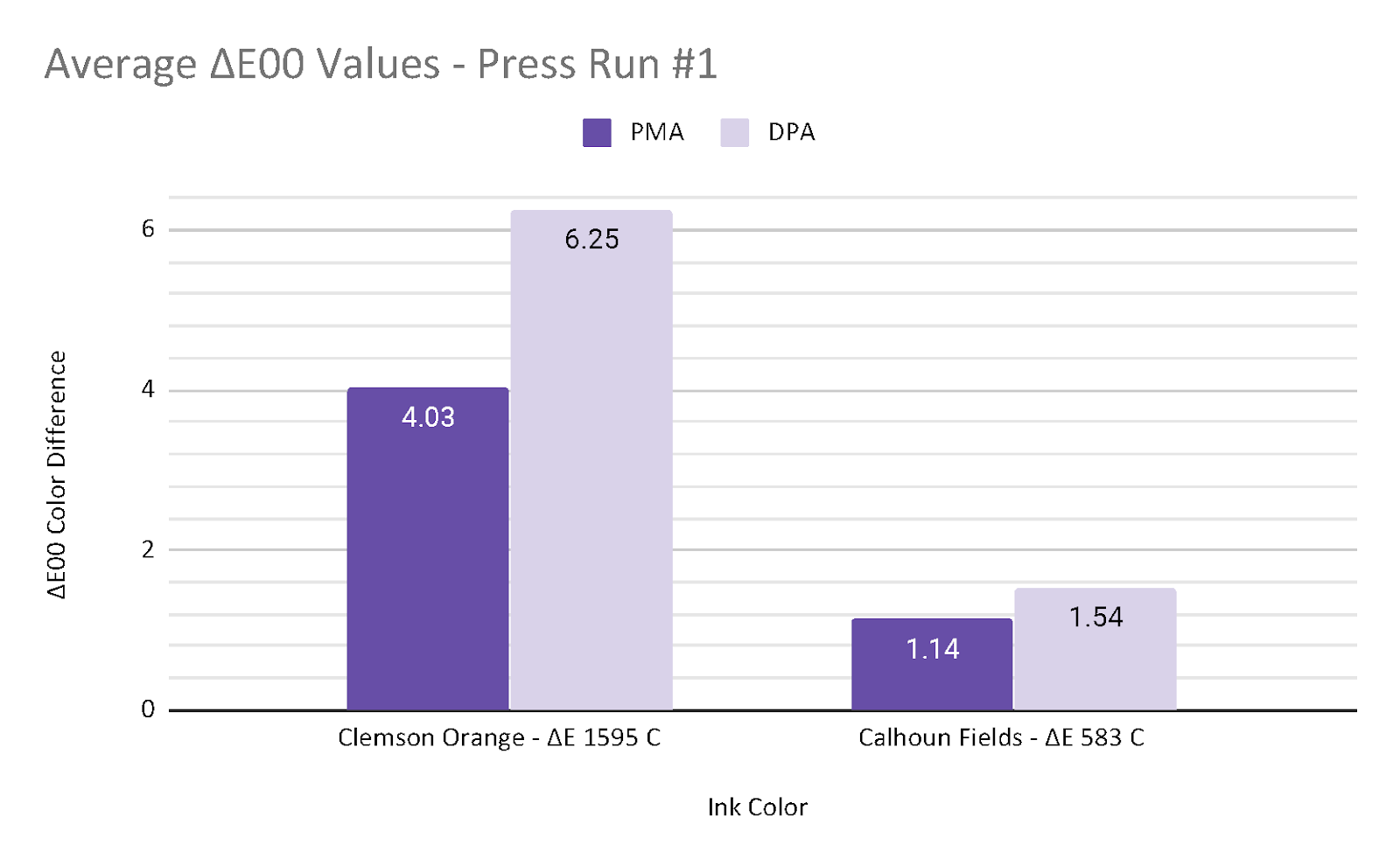
Test Target Press Run
The initial test target press run was completed using four water-based inks, two Clemson brand colors and two auxiliary colors for the graphic elements. After either of the ink sets, petrochemical based or bio-based, were run on press, the plates, ink chambers, and anilox rolls were cleaned thoroughly to avoid contamination. All four stations contained an 800 cpi, 2.0 BCM anilox roll and the press ran at 110 feet per minute (ft./min.). A marker was placed in the rewind roll, the press speed was increased to 110 ft./min. and additional markers were placed in the rewind roll after each minute for five minutes. Four print samples were pulled after each minute. Solid ink density and ∆E00 measurements were taken from 20 samples and the average values for each ink are shown below in Table 3.1 and Table 3.3. The target ∆E00 L*a*b* values are shown in Table 3.2.
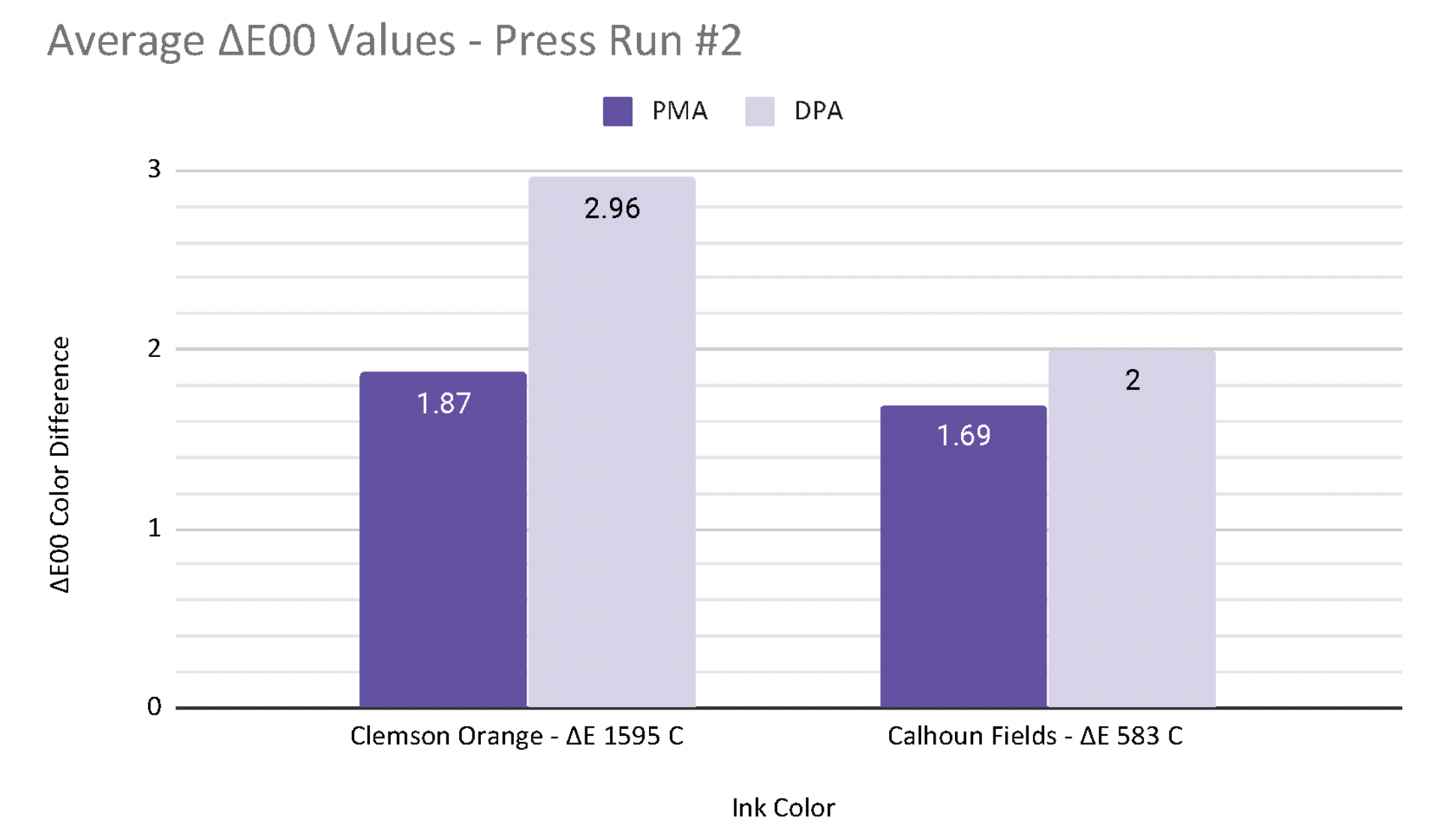
Graphics Press Run
For the second press run, the same four inks were used with 800 cpi, 2.0 BCM anilox rolls in each station. Once impression was set and all of the graphics were registered, the press speed was increased to 110 ft./min. to remain consistent with the first press run. A sample was pulled and analyzed for ∆E00 and solid ink density on both sides of the press. The CHROMAFINE™ (PMA) formulation was run on press first and the ∆E00 value recorded for the orange ink was too light in color, indicated by a positive ∆L* value. Adjustments were made to press speed and impression was increased but this did not bring the ∆E00 value of the orange within tolerance. The anilox roll in the Clemson Orange station was then changed to a 550 cpi, 3.0 BCM to increase ink film thickness and darken the color. The press speed was increased to 115 ft./min. and the ∆E00 of the orange ink fell within the set tolerance for the experiment.
The plates, ink chambers, and anilox rolls in the orange and green ink stations were cleaned and replaced with the AquaGreen™ inks. Due to the ∆E00 measurements with the previous orange ink, the 550 cpi, 3.0 BCM anilox roll was used for the eco-friendly ink.
Once impression and registration were set a sample was pulled to measure ∆E00 and solid ink density on both sides of the press. The press speed was increased to 115 ft./min. and the ∆E00 value for the orange ink was too light in color for this formulation as well. The impression was increased and further adjustments to press speed were done to achieve the lowest ∆E00 value possible with the current press conditions. A ∆E00 value of 3.0 was the lowest measurement attainable at press speed of 100 ft./min. Ten samples were taken after running the press at this speed for one minute. Solid ink density and ∆E00 measurements were taken from 10 samples of each ink set and the average values for each ink are shown in Table 4.1 and Table 4.3. The target ∆E00 values are shown in Table 4.2
|
|
583 C Operator |
583 C Gear |
|
PMA |
1.57 |
1.57 |
|
DPA |
1.48 |
1.48 |
|
|
1595 C Operator |
1595 C Gear |
|
PMA |
1.55 |
1.55 |
|
DPA |
1.45 |
1.46 |
|
|
L* |
a* |
b* |
|
Clemson Orange Pantone 1595 C |
56 |
47 |
59 |
|
Calhoun Fields Pantone 583 C |
76 |
-16 |
71 |
|
|
∆E00 |
∆ L* |
∆ a* |
∆ b* |
|
PMA Orange 1595 C |
1.87 |
0.15 |
0.91 |
5.19 |
|
PMA Green 583 C |
1.69 |
-2.08 |
-1.42 |
1.41 |
|
DPA Orange 1595 C |
2.96 |
1.58 |
-0.90 |
5.61 |
|
DPA Green 583 C |
2.00 |
-2.26 |
-2.04 |
-0.12 |
Additional Testing
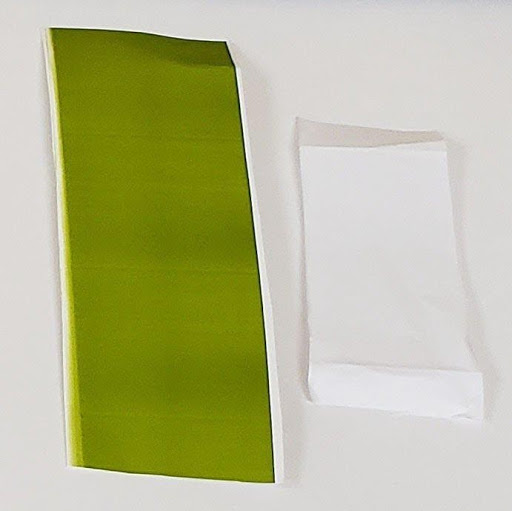
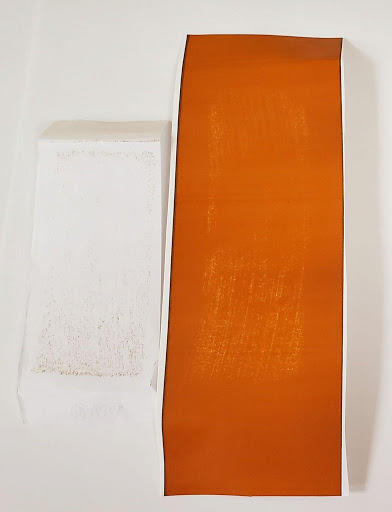
Sutherland Rub Test
Ink drawdowns were completed using a hand proofer with a 500 cpi, 3.0 BCM anilox roll. The five ink samples were used to complete a Sutherland Rub Test. The Sutherland rub test consisted of 30 passes using a two-pound weight. Differences in the rub resistance of the petrochemical-based inks compared to the eco-friendly inks were observed. Visually, the petrochemical-based inks had better rub resistance properties than the eco-friendly inks. Scuff marks consistently appeared on the eco-friendly ink samples for each iteration of the test. The images in Figure 3 show the visual differences in rub resistance between the CHROMAFINE™ petrochemical-based inks and the AquaGreen™ eco-friendly inks.


Coefficient of Friction
The coefficient of friction (COF) test records the amount of force required to move an ink sample and keep it moving for a set period of time. Six drawdowns of each ink color were used to complete this test. Each sample was pulled across the flatbed of a FP-2250 Friction/Peel Tester for a distance of six inches. The additives within the ink or any coating that is applied on top of the ink can affect how easily the sample moves and the coefficient of friction value. Generally, waxes and coatings decrease COF values. The average static and kinetic COF values for each ink type are shown in Table 5
|
|
Static COF |
Kinetic COF |
|
PMA Orange 1595 C |
0.209 |
0.164 |
|
DPA Orange 1595 C |
0.217 |
0.176 |
|
PMA Green 583 C |
0.175 |
0.145 |
|
DPA Green 583 C |
0.189 |
0.164 |
Experimental Findings
The results of the press run and the additional ink tests described in this report display the properties of eco-friendly inks (DPA) compared to petrochemical-based inks (PMA). Three of the four inks tested had an average ∆E00 measurement of 2.0 or below, compared to the target Clemson brand color. The average ∆E00 value for the orange eco-friendly ink was ∆E00 of 2.96, which was not within the tolerance of the experiment. Overall, the petrochemical-based inks had a lower average ∆E00 measurement than the eco-friendly inks.
Ink drawdowns tested for rub resistance showed that eco-friendly inks did have less rub resistance than the petrochemical-based inks. This may be attributed to the petrochemical-based ink containing a wax or additive to prevent scratching of the ink surface. The PMA ink formulation also recorded a lower average coefficient of friction measurement than the DPA inks suggesting the ink may contain wax additives. An important consideration when using eco-friendly inks is that in some instances they may require an additional coating, such as an aqueous coating, to improve rub resistance.
Considerations for Industry Research
There is an opportunity to expand this research into multiple avenues of the printing industry. This experiment could be expanded by using multiple bio-renewable inks on biodegradable substrates and completing tests to determine if these products are compostable. An ink using a high percentage of bio-renewable materials that are printed on an eco-friendly substrate could be considered compostable (Sun Chemical, 2018). The use of biodegradable films using eco-friendly inks could transform the flexible film industry, reducing plastic waste. As online shopping increases, it is also necessary to research eco-friendly ink alternatives for corrugated packaging. Research on eco-friendly product alternatives serves as an opportunity to educate consumers on the importance of environmentally friendly packaging.
Conclusions
Eco-friendly ink alternatives have the ability be comparable to petrochemical-based inks in regards to color matching using the flexographic printing method. Although the majority of the tested inks were within the ∆E00 tolerances, one of the eco-friendly inks was unable to meet the color difference metrics set for the experiment. This could potentially be a drawback for widespread adoption of these products if printers are unable to achieve the same color consistency with eco-friendly inks as with petrochemical-based inks. Further research is needed to discover methods for eliminating these variances in color on press.
The durability of eco-friendly inks is important to consider when deciding if an eco-friendly ink can be used for a printed piece. However, the addition of an ink coating in order to ensure rub resistance in products where eco-friendly inks are used may not be viable depending on the added cost to the printer. Additional research in both of these areas would be necessary before more companies begin to use eco-friendly ink alternatives for consumer products.
Limitations
The ∆E00 measurements obtained from this study are specific to the use of a PrintKote paperboard substrate, and two water-based flexographic inks—one eco-friendly ink formulation and one petrochemical-based ink formulation. This experiment had a limited sample size. Additional testing would be needed to observe the effects of using other types of eco-friendly ink alternatives or a different paperboard substrate. Between the two press runs, there were changes in press conditions as classes used the equipment during the semester. This could affect the ink buildup on the anilox rolls, affecting ink laydown, print quality, and ∆E00 measurements for the final run.
Acknowledgments
I would like to thank my professors at Clemson University, Dr. Ingram, Dr. Woolbright, Dr. Chang, Mrs. Fox, Mr. Cox, and Mrs. Edlein for encouraging me to pursue my research and assisting me with the experiments. Thank you to Mr. and Mrs. Rossini as well as the FTA Scholarship Committee for awarding me the opportunity to complete the project. I appreciate Evan Benbow and the team at Wikoff Color for providing me with more information on eco-friendly inks in the early stages of my research. Thank you to Jim Felsberg and Bruce Marshall along with their team at Sun Chemical for providing the inks for this project. Also, thank you to Wade Harris for providing the substrate and taking the time to discuss the best paperboard options for the experiment. This project would not have been possible without them.
References
- Bajpai, P. (2018). Biermann’s Handbook of Pulp and Paper - Raw Material and Pulp Making, Volume 1 and 2 (3rd Edition). (pp. 465-491). Elsevier. Retrieved from https://app.knovel.com/hotlink/toc/id:kpIMVXOJH1/biermanns-handbook-pulp/
- Ginebreda A., Guillén D., Barceló D., Darbra R.M. (2011) Additives in the Paper Industry. In: Bilitewski B., Darbra R., Barceló D. (eds) Global Risk-Based Management of Chemical Additives I. The Handbook of Environmental Chemistry, vol 18. Springer, Berlin, Heidelberg
- Sun Chemical. (2018). Going beyond environmental claims: Sun Chemical’s eco-friendly products, combined with responsible manufacturing, can help printers and brand owners achieve sustainability goals [White paper]. Retrieved July 2, 2019, from Sun Chemical: http://www.sunchemical.com/wp-content/uploads/2018/03/GoingBeyondEnvironmentalClaims_SunChemicalWhitePaper.pdf


